 20°C
20°C



TTR Kolovrat
Cebini 7/1 (Buzin), 10010 Zagreb
"Wiberg" zastupnik za Hrvatsku i "Hukki" ovitci
"Wiberg" zastupnik za Hrvatsku i "Hukki" ovitci
Objavljeno: 25.10.2022. 14:58
VAŽNOST KUTTERSKIH NOŽEVA U PRERADI MESA
U uobičajenoj preradi mesa kod koje se koristi kutter (a takvih je u nas najveći broj), važnost kutterskih noževa je tolika da se može ustvrditi kako na kutterskim noževima jedna mesna prerada stoji ili pada?!?
To se najbolje vidi na presjeku mesnog proizvoda, jer je tada posve jasno kakvim je noževima proizvod izrađen. Prednosti kvalitetnog kutterskog noža i njegova pravilna naoštrenost donose uštede koje se ogledaju u izgledu polutrajnog proizvoda, smanjenju utroška energije pri obradi, mogućnosti boljeg emulgiranja, usitnjavanja i “otvaranja” bjelančevine na koju se onda ugrađuje masnoća i voda ( u idealnom omjeru 40:30:30). S druge strane, nekvalitetni i nepravilno naoštreni kutterski noževi (o pravilnom oštrenju tih noževa bit će riječi drugom prigodom) donose nedostatke koji se umnožavaju gotovo geometrijskom progresijom:
Dugogodišnjim praćenjem problema u izradi mesnih proizvoda i u nastojanju da se odgovori na izazove racionaliziranja samog procesa kutterovanja, tvrtka FLEMA iz Austrije razvila je i patentirala tip DELTA sistem kutterskih noževa koji su u višestrukoj prednosti u odnosu na ostale konvencionalne oblike ovakvih noževa (npr. Taifun, Spiral, KS, High-speed i sl.)
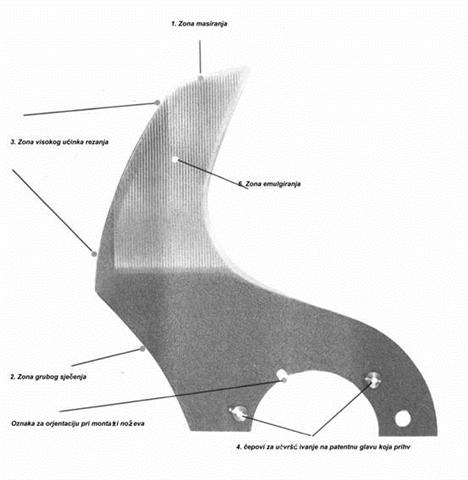
1. Zona masiranja – ovaj dio noža se nikada ne oštri, zato je razmak od ovog dijela noža do dna kutterske zdjele uvijek jednak; nije potrebno podešavanje po visini nakon oštrenja. Na taj je način moguće da zamjena garniture noževa zbog oštrenja traje 3-5 minuta ovisno o litraži kuttera(sl.2.).
Uobičajeni sistem kutterskih noževa:
kako se ovdje oštrenjem noževi skraćuju po visini, potrebno je nakon svakog oštrenja podešavati razmak svakog noža do dna zdjele. Kod svake takove montaže i podešavanja razmaka gubi se vrijeme, a ne treba zaboraviti da je npr. težina jednog noža za 500 litarski kutter veća od 2,5 kg
DELTA-sistem kutterskih noževa:
Noževi ostaju uvijek na jednakom razmaku od dna zdjele, bez obzira na oštrenje jer se oštrenjem noževi ne skraćuju po visini.
Ovaj dio stoga ima funkciju masiranja mase koja u procesu kutterovanja dolazi između noža i zdjele.
2. Zona grubog sječenja – ovaj dio noža prvi ostvaruje kontakt sa nadolazećom sirovinom u kutterskoj zdjeli. Udaljenost ovog dijela noža do centra osovine kuttera je relativno mala pa je obodna brzina također mala što omogućuje da se u tom dijelu masa samo grubo siječe. Noževi koji su postavljeni u prvi red na osovinskom nosaču kuttera i ovaj dio noža najviše “stradava” od hrskavica, leda i smrznutog mesa.
3. Zona visokog učinka rezanja je izuzetno važna jer se bez nje ne može ostvariti emulgiranje. Ako je kut oštrenja na ovom dijelu noža nepravilan, dolazi do stvaranja vibracija noževa i udara na osovinu kuttera. Razmak na ovom dijelu noža do centra osovine kuttera na kojoj je nož učvršćen je velika (puni radijus), pa je i obodna brzina također velika. Kod noževa velikog radijusa obodna brzina se penje i do 470 km/h (130 m/sec). Pri ovakvoj brzini noževi moraju sirovinu fino usitnjavati rezanjem, a ne gnječenjem, emulgirati i miješati.
6. Zona emulgiranja presudna je kod izradbe mesnog tijesta. Ulaskom u mesnu masu ovaj dio noža rastvara mesno tkivo čineći sa vlaknastim da bi se nakon toga bolje moglo ugraditi masnoća i led. Na kutterskom nožu to je polje izvedeno izbrazdano (za proizvodnju polutrajnih proizvoda) ili glatko (za proizvodnju tajnih proizvoda gdje emulgiranje nije potrebno). Izbrazdani dio noža smanjuje trenje između mesnog tijesta i noževa.
Zbog toga slijedi polagano podizanje temperature mase za vrijeme procesa kutterovanja, što opet rezultira ekstremno visokim razdvajanjem bjelančevine na manje dijelove, koji tada lakše vežu masnoću i vodu na sebe.
4. Čepovi za pričvršćivanje noževa na patentnu glavu Svaki kutterski nož se mora na neki način pričvrstiti na osovinu kuttera da bi mogao funkcionirati. Budući je nekoliko proizvođača kuttera, ustaljeno je i nekoliko načina pričvršćivanja noževa. Tvrtka FLEMA je konstruirala jedinstven način prihvaćanja kutterskih noževa na osovinu preko tzv. patentne glave, a takav način prilagodljiv je iza sve vrste kuttera.
Kod uobičajenih načina prihvaćanja noževa, galvanske struje (koje se prilikom okretanja pojavljuju na doticaju metalnih prstenova i noževa) uzrok su stvaranja razjedajućih pukotina u tim prstenovima i noževima. Kako je mesno tijesto neizbježno medij u kojeg se stavlja sol i voda, situacija time postaje još gora. Patentna DELTA glava sastoji se iz povezanosti visoko čvrstog lakog metala i plastike
Prstenovi patentne glave imaju na sebi 24 rupe na razmaku od 15°, označene slovima, tako da je postavljanje noževa vrlo jednostavno kada se zna da na nožu postoji oznaka za orijentaciju (vidi sl.1. oznaka 5.).
Zahvaljujući otvorima na prstenovima moguće je grupirati kutterske noževe prema potrebi izradbe mesnog tijesta. (sl.6.)
a) raspored noževa kod brzog emulgiranja
b) raspored noževa kod smanjenje potrošnje struje
c) raspored noževa kad trebamo polagano zagrijavanje mase u procesu kutterovanja.
Na kraju, spomenimo i to kako nije jednak oblik DELTA kutterskih noževa za proizvodnju polutrajne i trajne robe, jer su i zahtjevi u takvoj proizvodnji različiti. Dok se u proizvodnji polutrajne robe obodne brzine noževa penju i do 470 km/h, u izradbi trajnih proizvoda imamo izraženo sječenje smrznute sirovine u oblik granulata, tako da se obodna brzina kod rezanja kreće otprilike oko 180 km/h (50 m/sec).
Oblik noževa za proizvodnju trajne robe
DELTA kutterski noževi za proizvodnju trajnih kobasica nemaju na unutarnjoj strani noževa brazde koje smo vidjeli na noževima u proizvodnji polutrajne robe. Različite su i varijante postavljanja ovih noževa.
Zbog različite rezne geometrije, ovakvi noževi moraju ispuniti visoke zahtjeve u proizvodnji trajnih kobasica:
Primjer: izrada trajne salame materijalom koji je na početku kutterovanja ohlađen na -20°C, a proces završava na –3,5°C. Zrnatost proizvoda je od 3 mm veličine zrna do finog praha, a broj noževa je od 6-12 (sl.9).
Umjesto zaključka moglo bi se jednostavno reći da nije svejedno s kakvim kutterskim noževima proizvodimo mesne prerađevine. Kako “bez alata nema zanata”, tako bez dobre obrade mesne čestice nema dobrog, ekonomičnog i stabilnog proizvoda.
Bolje je, dakle, posvetiti pozornost kvalitetnom sistemu kutterskih noževa, pravilnom oštrenju i pri tom imati konzistentan prerez, korektnu strukturu zagriza, jasan i čist ukus bez dodatnih primjesa, nego u nedostatku toga posezati za skupim dodacima, imati “spužvastu” strukturu na presjeku i kratko održiv proizvod, i pri tome još skupo proizvoditi. Kalkulacija izradbe proizvoda je, nažalost, neizbježan argument s kojim se proizvođač mesnih prerađevina mora jednom suočiti.
Miroslav Kolovrat, dipl.ing.
Za više informacija posjetite našu web stranicu.